原理
二重卷邊封口的基本原理是卷封滾輪相對罐的旋轉過程中,以罐身(或罐體)與罐蓋結合部施加一定的壓力,而使其相互卷曲鈎合與壓緊。卷邊封口時,靠三個力的作用而進行工作,三個力作用于罐體封口部表現為切向力Pt,徑向力Px和軸向力Pa。
形成過程
滾輪鈎槽與罐體接觸而相對運動相互作用導緻卷曲推壓的過程,當罐身與罐蓋同時進入封罐機卷封作用位置後,在壓頭和托罐盤的配合作用下,先由頭道滾輪作徑向推進,逐漸将蓋鈎滾壓至身鈎的下面,進而蓋鈎和身鈎逐步彎曲,兩者逐步相互鈎合,形成雙重的鈎邊。使一重卷邊基本完成。
頭道滾輪退出離去。緊接着由二道滾輪進行第二次卷封作業。二道滾輪的鈎槽部分進入并與已形成的凸緣接觸,随着二道滾輪的推壓作用,蓋鈎和身鈎進一步彎曲和鈎合壓緊,最後達到緊密的定型狀态,形成五層材料的二重卷邊。有些罐頭如馬口鐵罐頭,需要塗密封膠,就在卷封作業的同時,使蓋鈎内的密封膠緊緊地卷在二重卷邊縫隙之中,從而加強二重卷封的密封效果。
相關尺寸
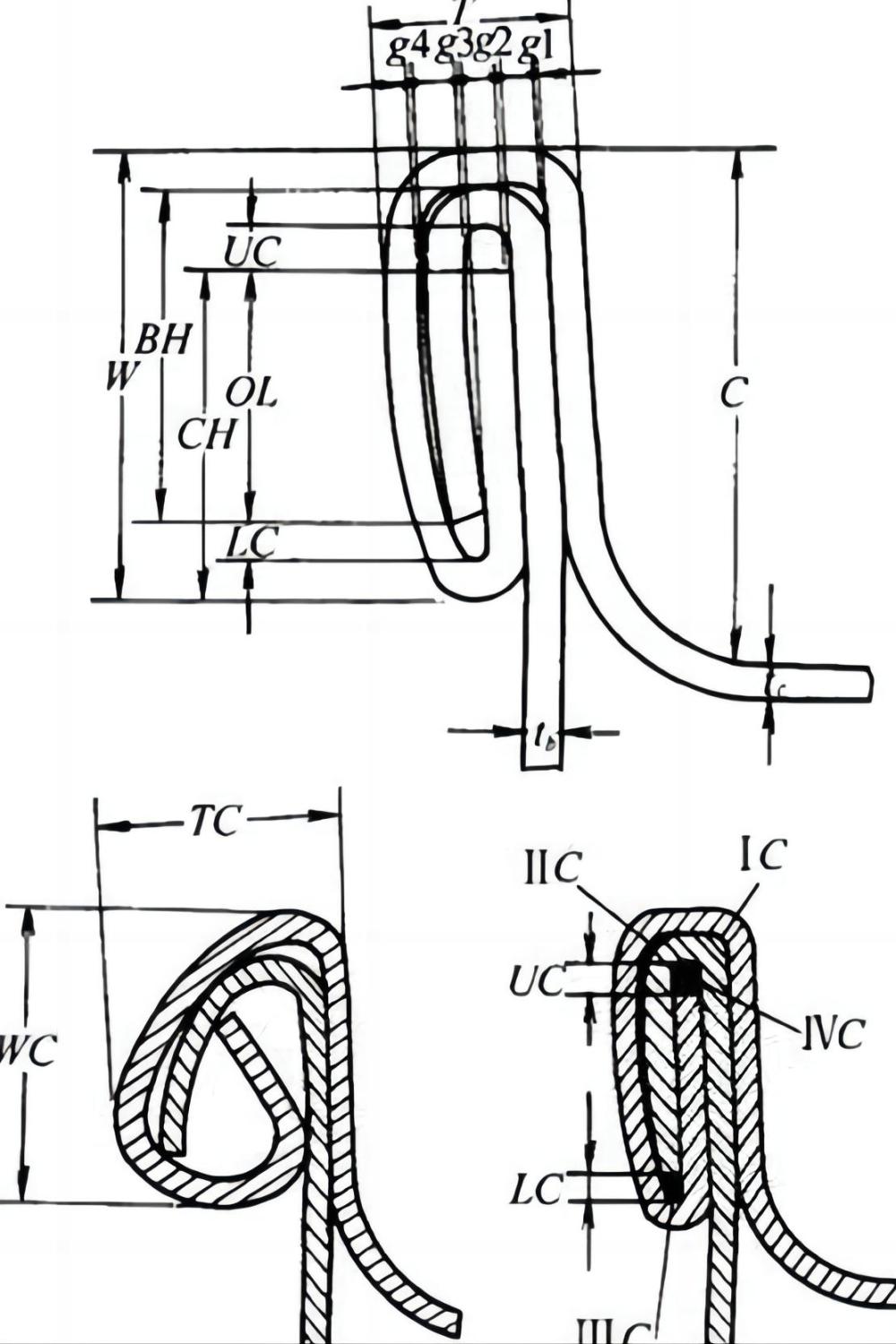
卷邊厚度T卷邊厚度T是指卷邊外部測得的垂直于卷邊疊層的最大尺寸。其計算公式如下:
T=3tc+2tb+∑g
式中tc———罐蓋〔底〕坯闆厚度;tb———罐身坯闆厚度;∑g———層間間隙之和,約為0.15~0.25mm。
卷邊厚度T受卷邊輪封卷壓力影響,一般壓力大T值小,壓力小則T值大。
罐身身鈎長度BH罐身身鈎長度是指罐身翻邊向内彎曲成鈎狀的長度。其值為1.8~2.2mm。
罐蓋〔底〕鈎長度CH罐蓋〔底〕鈎長度是指罐底圓邊翻向卷邊内部彎曲部分的長度。底鈎長度取決于頭道壓輥溝槽的形狀,其值與身鈎基本一緻。
卷邊寬度W卷邊寬度是指從卷邊外部測得的平行于卷邊疊層的最大尺寸。其計算公式如下:
W=2.6tc+BH+Lc;
式中BH———身鈎長度;Lc———身鈎空隙,要求越小越好。
卷邊寬度大小還受壓輥溝槽的形狀、卷封壓力及下托盤推力等因素影響。且身鈎長度BH對罐的影響較大,一般來說,BH值小,容易産生滲漏現象,BH值太大則容易産生垂邊,故身鈎長度BH必需适中。
埋頭度C埋頭度是指卷邊項部至蓋平面的距離,它一般由上壓頭凸緣厚度決定,即:
C=W+α;
式中W———卷邊寬度;α———修正系數,一般為0。15~0.30mm。
疊接長度OL疊接長度是指二重卷邊成型後,卷邊内部底鈎與身鈎相互疊接的長度。其計算公式如下:
OL=BH+CH+1.1tc-W;
式中BH———身鈎尺寸;CH———蓋〔底〕鈎尺寸;tc———罐底坯闆厚度;W———卷邊寬度。
疊接率KOL疊接率是表示卷邊内部底鈎與身鈎相互疊接的程度。其計算公式如下:
KOL={OL/[W-(2.6tc-1.1tb)]}×100%;
式中OL———疊接長度;W———卷邊寬度;tc———罐底坯闆厚度。
結構要求
二重卷邊光滑均勻,卷邊部位不得有快口、假卷和大塌邊,也不應有卷邊不完全、卷邊牙齒、鐵舌、跳封、卷邊碎裂、填料擠出、銳邊、垂唇、雙線等缺陷。
結構檢驗
身鈎長度、蓋鈎長度、卷邊厚度、卷邊寬度,叠接長度、叠接率、緊密度按GB/T14251—1993《鍍錫薄鋼闆圓形罐頭容器技術條件》檢驗。
檢驗方法:投影法(仲裁法)、計算法、查表法。
檢驗儀器:卡尺、衛生開罐刀、專用卡尺、卷邊測微計、投影儀。具體可參考GB/T14251—1993《鍍錫薄鋼闆圓形罐頭容器技術條件》。