水泥制管机分类
悬辊式制管机
悬辊机是中国应用最为广泛的一种水泥制管机械,在中国钢筋混凝土排水管发展的历史长河中占据了重要的地位,它在上个世纪从澳大利亚罗克拉公司引进,经过多次改进和创新,至今仍是中国水泥管生产、制造、预制设备中的主力军。
悬辊式制管机(通常由悬辊成型机和喂料机组成)是采用悬辊法生产混凝土和钢筋混凝土排水管(简称排水管)、三阶段预应力混凝土输水管(简称输水管)的成型设备。用这种机组生产的制品密实性好、外观美观、生产效率高、用料省、噪音低,设备简单,工作环境好。
悬辊法生产工艺从1943年在澳大利亚“罗克拉”公司发明以来,目前在美国、英国、德国等近三十个国家采用。在澳大利亚、美国等一些国家的水泥制管行业中,不仅在排水管生产中广泛应用,而且在输水管生产中也广泛应用。这些国家可以生产直径φ255-φ3000mm、长度可达5米的各种规格的排水管和输水管。
悬辊式水泥制管机在运转过程中,首先主轴借助空套在主轴上模具两端的滚圈与主轴之间摩擦带动模具一起旋转,其内的物料在离心力与模内壁的摩擦力作用下分布在模具内壁上,物料加到一定数量后管子初步成型,继续加料,管子内壁与辊轴之间压力逐步增加,当物料加到一定量时辊轴对管子内壁的压力与对滚圈的压力相等,再继续加料,使管子的密实程度越来越高,对辊轴的压力大于滚圈对辊轴的压力时,管子的内径变小(滚圈逐步脱离轴的表面),这时管子连同模子的运转是由管子与主轴的摩擦力实现的,加料结束,使模子与管子在高速下运转,管子在辊子压力和离心力的共同作用下,密实性达到设计要求,管子成型结束,此时管子的内径通常较滚圈小2-3毫米。
离心式制管机
离心式水泥制管机以沙子、石子、水泥为原料,可生产长度1000-5000mm、内径200-1200mm各种平口、企口、承插口等多种钢筋混凝土排水管。各项力学指标完全符合国家标准。广泛用于高等级要求的深井、市政排水、高速公路等给排水工程,生产效率为4-5节/小时。
与悬辊工艺相比,生产设备只是成型机组的不同,用离心机代替悬辊机,其他设备如起重设备,钢筋骨架成型机,蒸养设施,砼搅拌等均与悬辊工艺相同,为了更节省建设投资,可以建成露天生产线。
离心成型采用一次喂料成型,喂料结束后应括平混凝土,使布料均匀,确保加速离心后内壁光滑平整,喂料速度应以不滑料为准,一般控制在280转/分(电机转速)左右。
与悬辊工艺相比,离心成型后砼密实性较高,钢筋骨架的位置稳定性好,不会发生坍料现象,因此离心结束后可直接进入蒸养坑,其静停时间可适当缩短(露天生产时,应考虑气候温度的影响,对蒸养制度进行适当调整)。
拆承口模板时,三只对称的顶进螺丝必须同时顶进,顶开的缝隙应均匀,直至完全分开。吊上半模时,应将插口端先稍吊起,防止插口拉坏。吊上去半模后,用专用吊具将管子连同插口挡板一同吊出,严禁吊具钩住钢承口起吊。装模时,对称拧紧合缝口螺丝,跑轮圈两端模必须端正、拧紧,以免离心时引起管模跳动或造成管子端面倾斜。
制管机的保养
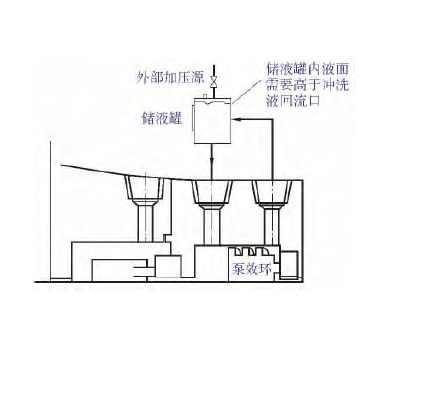
1、制管机生产过程应注意清洁,每次下班前要做好冲洗工作,使各运转部分不能有水泥浆吸附在周围,而影响本机正常运转。
2、调节好上下两皮带轮的间距、保证主电机正常传递功率,即达到悬辊机成型的速度,使水泥管的密实度达到标准要求。
3、各旋转部位要经常加油润滑,使其灵活运转。
4、喂料机电动滚筒距离随时调整,保证输送带涨紧输送作用,确保水泥管成型所需输料量。
5、正确使用,定期检修,才能保证悬辊机组的正常使用。
6、由于基础的沉降度不同,要求用户在使用该机的过程中经常调整悬辊轴和大皮带轮联接的六颗螺栓和传动后的一颗调整螺栓,以保证悬辊轴和传动轴的同轴度。
7、悬辊轴两端与管模挡圈的接触部位,经过一段时间的使用后,必然会出现局部磨损,这时必须将磨损部位用507焊条补平加工至需要尺寸方可再用。
8、电动滚筒以及小车行走减速机,使用前一定要加机械油进行润滑,冷却。
制管机的操作规程
1、开机前首先检查各传动联接部分是否一切正常,然后将定位销取下,把活动门架向外拉开旋转90º,使悬辊轴脱出门架、支架、处于自由状态,待悬辊制管模具由行车吊起套入悬辊轴后关起门架,使悬辊轴支承在套内,将定位销插入定位孔内,再将水泥制管模具落下,使模具两端挡圈内孔辊压在悬轴上,卸掉钢丝绳,移开行车,准备开车。
2、开动调速电机使悬辊轴带动模具空转,正常运转后,再开动输送机开始向承料斗输送料,再通过喂料机输送带送入模具内,经离心力、辊压力、振动力的作用将混凝土逐渐密实成型,成型后将喂料皮带退出模具,最后关闭主电机。
3、用行车将密实成型后模具吊起,使悬辊轴与成型后模具内壁架空,将门架打开,开行车将模具慢慢移出,脱离悬辊轴,放在养护小车上送入窑内蒸养,最后将活动门架恢复原始状态,完成一根砼管全部生产过程。