同軸度的簡介
對“2個圓柱的軸同軸(中心軸無偏差)的程度”,即同軸度進行測量。
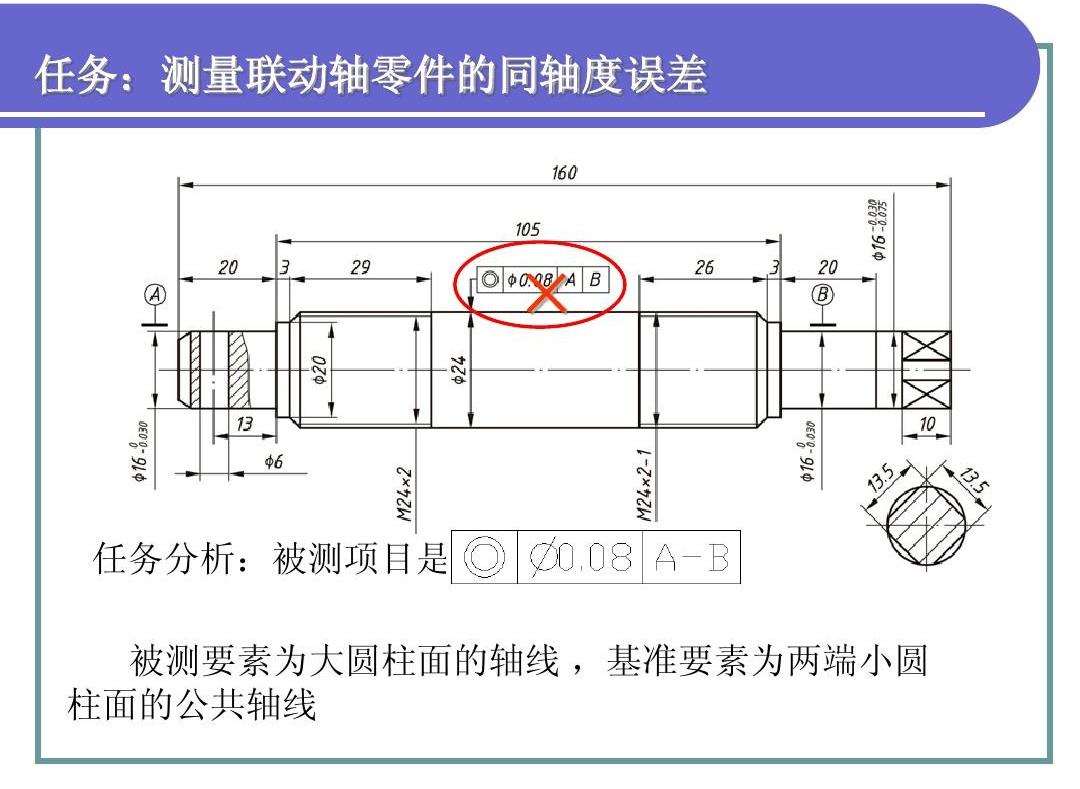
同軸度:用于控制軸類零件的被測軸線對基準軸線的同軸度誤差。
同軸度公差:是用來控制理論上應同軸的被測軸線與基準軸線的不同軸程度。
同軸度誤差:被測軸線相對基準軸線位置的變化量.
簡單理解就是:零件上要求在同一直線上的兩根軸線,它們之間發生了多大程度的偏離,兩軸的偏離通常是三種情況(基準軸線為理想的直線)的綜合——被測軸線彎曲、被測軸線傾斜和被測軸線偏移。
同軸度誤差是反映在橫截面上的圓心的不同心。
兩個孔的公共軸心線是指兩孔各自被測表面長度的中點連線;假使是三個或三個以上的圓柱表面,它們的公共軸
心線應該在圖樣上另做規定。
幾種測量機通常采用的同軸度測量方法:
一、應用系統功能法:
即測量機軟件系統中自帶的同軸度和同心度測量标準子程序,用戶在測量時可方便地進行調用。
二、極坐标測量法:
這是一種類似于平台測量的檢測方法,其基準元素可以通過圓柱、階梯柱、直線以及圓/圓等測量後構造的直線獲
得。可以說,幾乎所有用作基準元素的單一基準或組合基準都将包括在内,而被測要素則更為簡單,通常情況隻
是圓的測量。
其操作步驟如下:
1、測量單一基準軸線或公共基準軸線并用其建立第一軸(同心度測量除外);
2、将基準軸線清零(即平移原點到基準中心);
3、在被測元素(孔或軸)上測若幹截圓(通常測兩端);
4、輸出被測截圓極徑(PR值);
5、取其輸出較大PR值的2倍為所測同軸度誤差。
三、求距法:
該方法的基本原理是通過計算圓心到基準軸線距離的方法求得同軸度誤差。與極坐标測量方法不同的是,被選定
的基準軸線無須清零,但評定同軸度誤差時同樣要取計算結果中最大距離乘以2。
關于兩個相鄰較遠的短基準同軸度的測量:
這是一個比較典型困擾測量機用戶的問題,事實上已經證明由此單從測量數據上來看将有相當一部分工件被視為“
超差品”,而那些“超差品”經裝配實驗後證明大多數沒有問題。這就不得不需要引起測量機操作員的注意。分析其
原因,既不是機器精度太低,也不是系統軟件計算錯誤,主要是圖樣标注不妥。
對此,可采用以下幾種相應的測量方法:
1、當基準元素為孔時,可插入配合間隙較為合适的心棒,以延長基準軸線的實測長度;
2、采用建立公共基準的測量方法,模拟專用心棒進行檢驗的方法,分别測量兩圓柱對公共軸心線的同軸度;(參
看前面公共基準軸線的建立方法和極坐标測量法);
3、在基準圓柱表面内測量更多的點,(多用于連續掃描測頭)以加大計算的信息量,使系統确定最大内接圓或最
小外接圓時有充足的表面形狀信息。
同軸度的作用
1、軸類零件圓度、同心度、圓周跳動、斷面差的精密測量;
3、軸類零件多點參數的同時精密測量;
4、快速測量、斷差面、内圓及外圓可同時測量。
同軸度測量方法
1、測量儀器:偏擺儀、百分表、數據采集儀
2、測量原理:數據采集儀會從百分表中自動讀取測量數據的最大值跟最小值,然後由數據采集儀軟件裡的計算軟件自動計算出所測産品的圓度誤差,最後數據采集儀會自動判斷所測零件的同軸度誤差是否在同軸度範圍内,如果所測同軸度誤差大于同軸度公差值,采集儀會自動發出報警功能,提醒相關操作人員該産品不合格。測量效果示意圖:
優勢:
1)無需人工用肉眼去讀數,可以減少由于人工讀數産生的誤差;
2)無需人工去處理數據,數據采集儀會自動計算出同軸度誤差值。
3)測量結果報警,一旦測量結果不在同軸度公差帶時,數據采集儀就會自動報警。