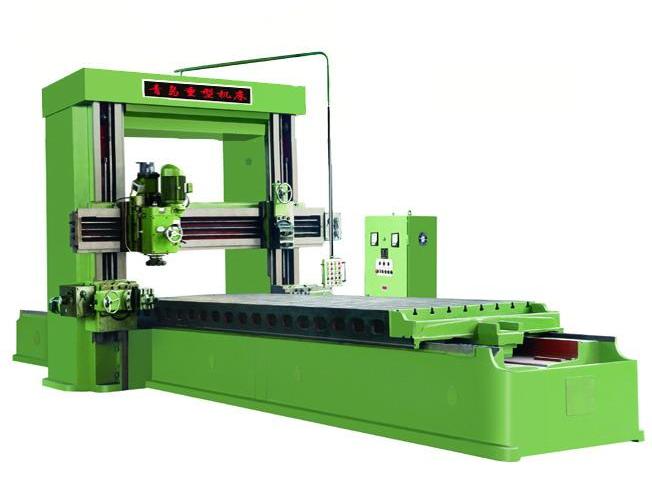
簡介
龍門刨床具有門式框架和卧式長床身的刨床。龍門刨床主要用于刨削大型工件,也可在工作台上裝夾多個零件同時加工,是工業的母機。龍門刨床的工作台帶着工件通過門式框架作直線往複運動,空行程速度大于工作行程速度。橫梁上一般裝有兩個垂直刀架,刀架滑座可在垂直面内回轉一個角度,并可沿橫梁作橫向進給運動;刨刀可在刀架上作垂直或斜向進給運動;橫梁可在兩立柱上作上下調整。
一般在兩個立柱上還安裝可沿立柱上下移動的側刀架,以擴大加工範圍工作台回程時能機動擡刀,以免劃傷工件表面。機床工作台的驅動可用發電機-電動機組或用可控矽直流調速方式,調速範圍較大,在低速時也能獲得較大的驅動力。有的龍門刨床還附有銑頭和磨頭,變型為龍門刨銑床和龍門刨銑磨床,工作台既可作快速的主運動,也可作慢速的進給運動,主要用于重型工件在一次安裝中進行刨削、銑削和磨削平面等加工。
國内第一台
中國第一台龍門刨床于1953年4月在濟南第二機床廠問世。
技術性能
1、輸入電源:三相四線(~380V±10% 50Hz)
2、工作環境:溫度-10℃~+40℃ 相對濕度<85%(25℃) 海拔<4000m
3、裝置容量:<1KW
4、外形尺寸:1410mm×725mm×1535mm
基本裝備
1、電源控制面闆(鋁質面闆)
(1)交流電源(帶有漏電保護措施)提供市電提供三相交流電源(380V)
(2)人身安全保護體系電壓型漏電保護器:對線路出現的漏電現象進行保護,使控制屏内接觸器跳閘,切斷電源。電流型漏電保護裝置:控制屏若有漏電現象,漏電流超過一定值,即切斷電源。
2、主令控制及圖示闆(鋁質面闆)面闆上安裝有機床的所有主令電器及動作指示燈,機床的所有操作都在這塊面闆上進行,指示燈可以指示機床的相應動作。
3、元器件安裝闆面闆上裝有斷路器、熔斷器、接觸器、熱繼電器、變壓器等元器件,這些元器件直接安裝在面闆表面,可以很直觀的觀看它們的動作情況。
4、各種規格的電動機
1)三相異步電動機拖動電機擴大機的機組。
2)三相異步電動機拖動二隻直流發動機的機組。
3)直流電動機及共負載的機組
4)潤滑泵電機一隻,電掴風機一個,垂直刀架。右側刀架、左側刀架各一個,橫梁升降電動機,松緊電動機各一個。
5、故障開關箱設有32個開關,用于故障設置
6、實驗桌實驗桌為鐵質雙層亞光密紋噴塑結構,桌面為防火、防水、耐磨高密度闆,結構堅固,形狀似長方體結構,造型美觀大方;設有兩個大抽屜,用于放置工具及資料等。桌面用于安裝電源控制屏并提供一個寬敞舒适的工作台面。實驗桌底還設有四個方向輪和四個固定調節機構,便于移動和固定,有利于實驗室布局。
原理
控制系統要求
機床型号為BX2012,産地為濟南第二機床廠,要求改造後機床的調速範圍為5m/min一60m/min,系統運行的平滑性要好,能實現無級調速,且有很好的起制動性能。起制動時既能快速啟動和制動,又保證機械沖擊不過大,不對機械部件造成損害。能快速實現提速、降速和平穩的調節速度,換向時要減小對齒輪的沖擊。能實現慢速切入,穩速加工,快速換向,點動調節等各種加工工藝要求。
系統組成及工作原理
A. 系統組成
本系統由VVVF(變電壓變頻率)變頻器、交流電動機(Y280S一8,Pe =37KW ,I。=78-2A,n。=740r/min)、測速器組成閉環調速系統。采用閉環調速系統是為了對負載的波動和電網的波動有較強的抗幹擾能力,以保證刨床的穩定運行。刨床的電機均由PLC 給出的指令進行控制。設計時,主傳動用一台異步電動機代替原K—F—D系統機型,進給機械執行機構則用變頻調速器取代原電磁離合器,實現對工作台的各種不同速度的控制和往返換向。
核心部件用PLC進行控制,它根據操作站指令和現場信号,按預先編制好的程序對變頻器、刀架、橫梁、磨頭的跟蹤狀況進行自動或人工控制。變頻器選用日本富士FRN45 Ggs一4JE電壓型通用變頻器。原系統采用機械式行程開關, 由于工作台時頻繁的往複運動,擋塊頻繁地撞擊行程開關,導緻行程開關容易發生故障,在不可靠的時候更可能産生事故,影響生産。改造中我們用光控無觸點接近開關代替機械式行程開關,經使用效果很好。
B.工作原理
龍門刨的刨削過程是工件(放在刨台上)與刨刀之間做相對運動的過程。也就是刨台頻繁的往複運動。刨台的運動分為人工點動運行和自動往複循環運行。圖1是刨台的往複周期運行圖。
龍門刨床的刨削過程是工件(放在刨台上)與刨刀之間做相對運動的過程。也就是刨台頻繁的往複運動。刨台的運動分為人工點動運行和自動往複循環運行。圖1是刨台的往複周期運行圖。
圖1 刨台的往複周期
系統設計
PLC程序設計
龍門刨床自動進刀、換向、刀架的自動進給、手動進退、點動、橫梁升降等功能都由PLC軟件來實現。
工作台往複工作程序梯形圖如圖所示。圖中M1.0、M1.1— —M1_7是PLC 内輔助繼電器
圖中:t 循環開始與緊急停機段
t1— — 刨刀開始切人工件段 t2— — 正常切削段
t3— — 退出工件段 t4— — 高速返回段
t5— — 低速返回段 t 點動控制
圖4 工作台往複工作梯形圖
其中tl-t5段與圖1中的刨台往複運動的各個階段相對應。
系統特點
經過交流變頻調速改造後,BX2012龍門刨床的拖動系統大大簡化,減小了電動機的容量。加工的調速範圍變寬,達到3—70m/min,靜差率<3% ,且為無級調速,工作台運行更加平穩,尤其是換向迅速且沖擊小,加工效率提高。此外變頻調速有利于節電,且使現場的操作控制變得更為方便和可靠。而PLC的應用充分體現了快速、靈活的控制特點。實現了以往難以作到的多種複雜控制和故障保護,使系統實現了操作維護簡單化和控制智能化
數控改造
前言
長度較小的非圓柱面,可以采用數控銑床加工,也可以采用線切割加工(單件生産)。但當非圓柱面達到一定長度後,用上面的兩種方法就無能為力或加工成本太高了。如系列羅茨真空泵和羅茨鼓風機的轉子(圖1所示,其截面輪廓線由多段漸開線、外擺線和圓弧組成,長度在300mm以上)、大型水環泵葉輪模型的葉片(截面輪廓線由多段直線和圓弧組成,長度在500mm以上)。為了适應截面輪廓線是複雜曲線的柱面工件的加工,筆者自行研制出了基于IPC的刨床CNC系統,并對某真空泵生産廠家的小型龍門刨床進行了數控改造。
1 小型龍門刨床的機械改造
圖2所示是用小型龍門刨床改造而成的數控刨床的示意圖。
小型龍門刨床數控改造的方法是将手動調節刀架變成由步進電動機驅動的數控刀架,Z步進電動機控制刀架在垂直方向的移動,X步進電動機控制刀架在水平方 向的移動。在滑台底座靠近滑塊的部位安裝三個接近開關,在滑塊上固定一個與三個接近開關平行又在運動過程中與三個開關都能接近的滑塊位置标志塊(鐵塊), 兩者共同用于滑塊運動方向和位置的檢測。另外,在滑台上安裝一個簡易的對刀裝置。經過負載(摩擦力、轉動慣量等)計算,驅動刀架上下移動(Z坐标軸)和左 右移動(X坐标軸)的步進電動機分别選用 110BF003型和 130BF003型。這兩個坐标移動的脈沖當量均為0.01mm。
刨床CNC系統硬件
該數控系統采用PC總線、主頻為100MHZ的486CPU工業控制機作主機,具有标準16位數據總線和擴展功能靈活的插闆式結構,可根據系統要求, 進行結構最優化配置(圖3)。 圖 3刨床CNC系統硬件結構 該數控系統利用IO/TIMER(并行輸入輸出/定時器)接口闆上的8255A來控制兩個步進電動機的運動,接收滑台回程和位置傳感器信号、刀架限位開關 信号、功能選擇開關信号,接口闆上的8253定時器用于步進電動機中斷運行服務程序,時鐘頻率為2MHz。
刨床CNC系統軟件
刨床CNC系統軟件以Windows操作系統為平台,采用模塊化、結構化的C語言編程,系統軟件的界面采用了中文菜單結構,人機界面友好,操作方便。 具體結構如圖4所示。該系統軟件主要由三個模塊組成:程序編制、刀具位置調整和運行控制,在每一個模塊中 又分多個子模塊。
3.1 程序編制模塊
一個正确的加工程序編制必須經過以下階段:程序編制、語法檢查、模拟仿真和刀具的幹涉、過切檢查。在該 CNC軟件系統中,加工程序編制可采用多種方式:圖形自動編程,手工編程,列表曲線編程。列表曲線文件的數據和加工程序可以通過軟驅輸人或利用全屏幕編輯 器通過鍵盤輸人,也可以通過串行通訊接口輸人。
圖形編程包括以下步驟:
(1)輪廓曲線的編輯輸人首先通過交互式圖形操作界面,按照曲線的走向輸入各段直線、圓弧、
曲線輸入後可以進行修改、放大、縮小和對稱等編輯處理。
(2)求偏置曲線對上面編輯好的曲線,按要求的刀尖半徑,生成等距曲線,即偏置曲線。
(3)自動編程将偏置曲線按照給定的精度要求用直線進行拟合,并轉化成G代碼加工程序。
(4)模拟仿真運行以模拟運行方式運行加工程序,并動态地顯示刀尖運動軌迹。假如加工程序正
确,模拟顯示的軌迹會與前面的偏置曲線相重合。
列表曲線的編程也是在圖形編程界面下進行。首先讀人列表曲線數據文件,按照數據文件中點的順序,相鄰點以直線相連,并顯示出來。然後在此基礎上進行樣條拟合、光順和偏置處理,再按精度要求離散成小段直線,并自動生成加工程序。
交互式圖形編程和模拟仿真運行,使得複雜曲線和列表曲線加工程序的編制不僅效率高,而且方便、直觀、可靠。
圖 4 刨床CNC系統軟件結構
3.2 運行控制
該CNC系統的運行主要包括以下方式:自動運行、快速空運行、手動運行和點動運行。
自動運行是CNC系統運行控制的核心部分,它按加工程序運行。假如正在執行的加工語句的最後一條指令是M32,則刀具根據滑台的往複運動信号作間歇進 給運動;假如是M33,則作連續移動,滑台的往複運動信号對它不起作用,即作快速空運行。加工中假如 滑台停止往複運動,則刀具的進給運動也停止。這一功能可以使工人沿用刨床的操作習慣,通過控制滑台往複運動的啟停控制刀架進給運動的啟停。
自動運行程序由前台和後台兩部分組成,後台程序完成并行口 8255A和定時器8253的初始化、指令譯碼、控制中斷服務程序的執行頻率(速度調節)、暫停、單段和啟動控制、加工軌迹動态跟蹤顯示和坐标翻轉顯示; 前台程序是中斷服務程序,它主要完成插補運 算、步進電動機運轉控制、升降速控制、接受滑台往返和位置傳感器的信号。
刀具的間歇進給運動是在滑台的返程過程中完成的。滑台一次往返刀具的進給量,可以 通過功能鍵進行設定或修改,最小值為二個脈沖當量。自動運行程序的另外一個功能是在按下"連續"功能鍵時,刀具的間歇進給可以變成連續進給;該功能鍵擡起 時,刀具又可恢複間歇進給。在粗加工毛坯件時,由于加工餘量的不均勻,有的地方可能會作空進給,采用此功能可以快速躍過此處,大大提高加工效率。
快速空運行也是按照加工程序控制刀具運動的,但它是作連續運行。通過它可以檢查刀具和工件毛坯的相對位置關系,從而确定初次加工的刀具高度位置。快速空運行程序也是由前、後台兩部分組成,其結構和自動運行程序的結構類似,隻是中斷服務程序不受滑台往返運動的控制。
在選擇開關處于自動運行狀态下,點動功能隻能在滑台的返程中起作用,刀具連續移動最大位移量可以設定。該功能為加工過程中的刀具位置調整帶來了方便。如在吃刀太深時,可在不停止加工的情況下提刀。
根據選擇,手動運行也可受滑台往返運動的控制,作間歇運動。手動功能可以用于平面加工,而且不用編程。這種方式為平面加工帶來了方便。
結束語
筆者用自行研制的刨床CNC系統為某企業的小型龍門刨床進行了數控化改造,成功地實現了系列水環泵葉輪葉片模型的加工和系列羅茨真空泵轉子大批量生 産,不僅加工效率高,而且加工質量穩定可靠。經過近幾年的不斷改進和完善,該CNC系統已具有實時加工控制、圖形自動編程、複雜曲線和列表曲線拟合、編 程、刀具磨損補償、自動對刀、模拟仿真和加工軌迹跟蹤顯示等功能。該刨床CNC系統,不僅适用于小型龍門刨床的數控化改造,也适用于其它形式的刨床的數控 化改造。