同轴度的简介
对“2个圆柱的轴同轴(中心轴无偏差)的程度”,即同轴度进行测量。
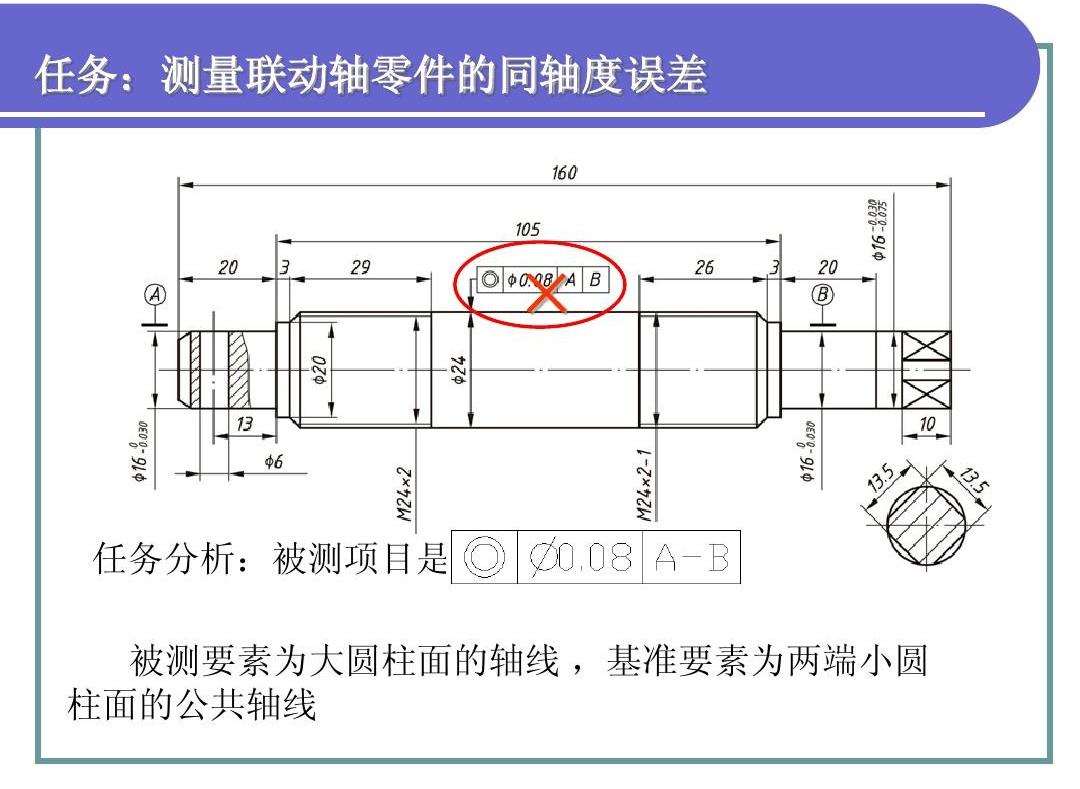
同轴度:用于控制轴类零件的被测轴线对基准轴线的同轴度误差。
同轴度公差:是用来控制理论上应同轴的被测轴线与基准轴线的不同轴程度。
同轴度误差:被测轴线相对基准轴线位置的变化量.
简单理解就是:零件上要求在同一直线上的两根轴线,它们之间发生了多大程度的偏离,两轴的偏离通常是三种情况(基准轴线为理想的直线)的综合——被测轴线弯曲、被测轴线倾斜和被测轴线偏移。
同轴度误差是反映在横截面上的圆心的不同心。
两个孔的公共轴心线是指两孔各自被测表面长度的中点连线;假使是三个或三个以上的圆柱表面,它们的公共轴
心线应该在图样上另做规定。
几种测量机通常采用的同轴度测量方法:
一、应用系统功能法:
即测量机软件系统中自带的同轴度和同心度测量标准子程序,用户在测量时可方便地进行调用。
二、极坐标测量法:
这是一种类似于平台测量的检测方法,其基准元素可以通过圆柱、阶梯柱、直线以及圆/圆等测量后构造的直线获
得。可以说,几乎所有用作基准元素的单一基准或组合基准都将包括在内,而被测要素则更为简单,通常情况只
是圆的测量。
其操作步骤如下:
1、测量单一基准轴线或公共基准轴线并用其建立第一轴(同心度测量除外);
2、将基准轴线清零(即平移原点到基准中心);
3、在被测元素(孔或轴)上测若干截圆(通常测两端);
4、输出被测截圆极径(PR值);
5、取其输出较大PR值的2倍为所测同轴度误差。
三、求距法:
该方法的基本原理是通过计算圆心到基准轴线距离的方法求得同轴度误差。与极坐标测量方法不同的是,被选定
的基准轴线无须清零,但评定同轴度误差时同样要取计算结果中最大距离乘以2。
关于两个相邻较远的短基准同轴度的测量:
这是一个比较典型困扰测量机用户的问题,事实上已经证明由此单从测量数据上来看将有相当一部分工件被视为“
超差品”,而那些“超差品”经装配实验后证明大多数没有问题。这就不得不需要引起测量机操作员的注意。分析其
原因,既不是机器精度太低,也不是系统软件计算错误,主要是图样标注不妥。
对此,可采用以下几种相应的测量方法:
1、当基准元素为孔时,可插入配合间隙较为合适的心棒,以延长基准轴线的实测长度;
2、采用建立公共基准的测量方法,模拟专用心棒进行检验的方法,分别测量两圆柱对公共轴心线的同轴度;(参
看前面公共基准轴线的建立方法和极坐标测量法);
3、在基准圆柱表面内测量更多的点,(多用于连续扫描测头)以加大计算的信息量,使系统确定最大内接圆或最
小外接圆时有充足的表面形状信息。
同轴度的作用
1、轴类零件圆度、同心度、圆周跳动、断面差的精密测量;
3、轴类零件多点参数的同时精密测量;
4、快速测量、断差面、内圆及外圆可同时测量。
同轴度测量方法
1、测量仪器:偏摆仪、百分表、数据采集仪
2、测量原理:数据采集仪会从百分表中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件里的计算软件自动计算出所测产品的圆度误差,最后数据采集仪会自动判断所测零件的同轴度误差是否在同轴度范围内,如果所测同轴度误差大于同轴度公差值,采集仪会自动发出报警功能,提醒相关操作人员该产品不合格。测量效果示意图:
优势:
1)无需人工用肉眼去读数,可以减少由于人工读数产生的误差;
2)无需人工去处理数据,数据采集仪会自动计算出同轴度误差值。
3)测量结果报警,一旦测量结果不在同轴度公差带时,数据采集仪就会自动报警。