原理
二重卷边封口的基本原理是卷封滚轮相对罐的旋转过程中,以罐身(或罐体)与罐盖结合部施加一定的压力,而使其相互卷曲钩合与压紧。卷边封口时,靠三个力的作用而进行工作,三个力作用于罐体封口部表现为切向力Pt,径向力Px和轴向力Pa。
形成过程
滚轮钩槽与罐体接触而相对运动相互作用导致卷曲推压的过程,当罐身与罐盖同时进入封罐机卷封作用位置后,在压头和托罐盘的配合作用下,先由头道滚轮作径向推进,逐渐将盖钩滚压至身钩的下面,进而盖钩和身钩逐步弯曲,两者逐步相互钩合,形成双重的钩边。使一重卷边基本完成。
头道滚轮退出离去。紧接着由二道滚轮进行第二次卷封作业。二道滚轮的钩槽部分进入并与已形成的凸缘接触,随着二道滚轮的推压作用,盖钩和身钩进一步弯曲和钩合压紧,最后达到紧密的定型状态,形成五层材料的二重卷边。有些罐头如马口铁罐头,需要涂密封胶,就在卷封作业的同时,使盖钩内的密封胶紧紧地卷在二重卷边缝隙之中,从而加强二重卷封的密封效果。
相关尺寸
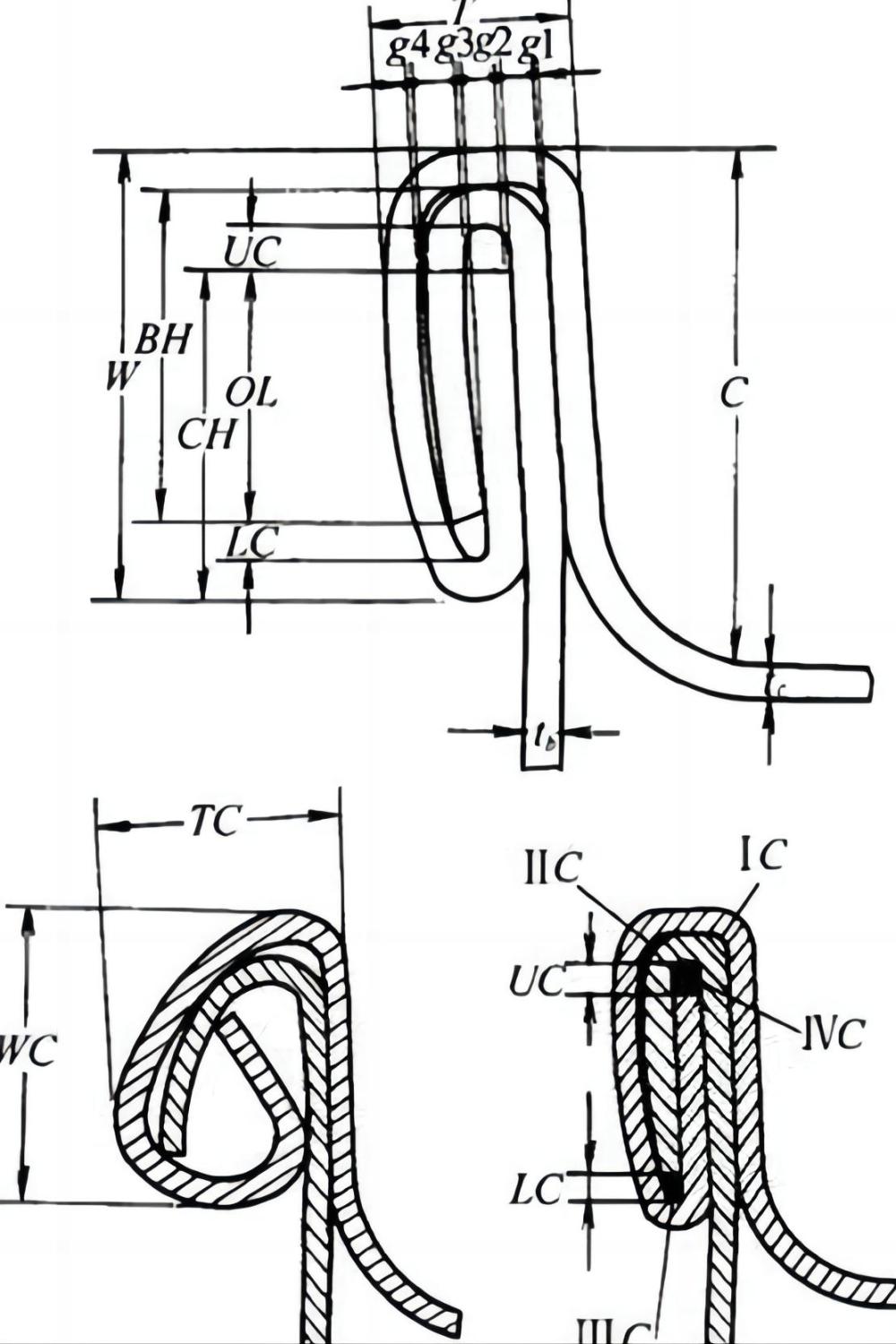
卷边厚度T卷边厚度T是指卷边外部测得的垂直于卷边叠层的最大尺寸。其计算公式如下:
T=3tc+2tb+∑g
式中tc———罐盖〔底〕坯板厚度;tb———罐身坯板厚度;∑g———层间间隙之和,约为0.15~0.25mm。
卷边厚度T受卷边轮封卷压力影响,一般压力大T值小,压力小则T值大。
罐身身钩长度BH罐身身钩长度是指罐身翻边向内弯曲成钩状的长度。其值为1.8~2.2mm。
罐盖〔底〕钩长度CH罐盖〔底〕钩长度是指罐底圆边翻向卷边内部弯曲部分的长度。底钩长度取决于头道压辊沟槽的形状,其值与身钩基本一致。
卷边宽度W卷边宽度是指从卷边外部测得的平行于卷边叠层的最大尺寸。其计算公式如下:
W=2.6tc+BH+Lc;
式中BH———身钩长度;Lc———身钩空隙,要求越小越好。
卷边宽度大小还受压辊沟槽的形状、卷封压力及下托盘推力等因素影响。且身钩长度BH对罐的影响较大,一般来说,BH值小,容易产生渗漏现象,BH值太大则容易产生垂边,故身钩长度BH必需适中。
埋头度C埋头度是指卷边项部至盖平面的距离,它一般由上压头凸缘厚度决定,即:
C=W+α;
式中W———卷边宽度;α———修正系数,一般为0。15~0.30mm。
叠接长度OL叠接长度是指二重卷边成型后,卷边内部底钩与身钩相互叠接的长度。其计算公式如下:
OL=BH+CH+1.1tc-W;
式中BH———身钩尺寸;CH———盖〔底〕钩尺寸;tc———罐底坯板厚度;W———卷边宽度。
叠接率KOL叠接率是表示卷边内部底钩与身钩相互叠接的程度。其计算公式如下:
KOL={OL/[W-(2.6tc-1.1tb)]}×100%;
式中OL———叠接长度;W———卷边宽度;tc———罐底坯板厚度。
结构要求
二重卷边光滑均匀,卷边部位不得有快口、假卷和大塌边,也不应有卷边不完全、卷边牙齿、铁舌、跳封、卷边碎裂、填料挤出、锐边、垂唇、双线等缺陷。
结构检验
身钩长度、盖钩长度、卷边厚度、卷边宽度,迭接长度、迭接率、紧密度按GB/T14251—1993《镀锡薄钢板圆形罐头容器技术条件》检验。
检验方法:投影法(仲裁法)、计算法、查表法。
检验仪器:卡尺、卫生开罐刀、专用卡尺、卷边测微计、投影仪。具体可参考GB/T14251—1993《镀锡薄钢板圆形罐头容器技术条件》。